公司名稱:河北威岳機械有限公司
生產地址:河北省滄州市
價格:4566
運費:賣家承擔
聯系人:張文娟
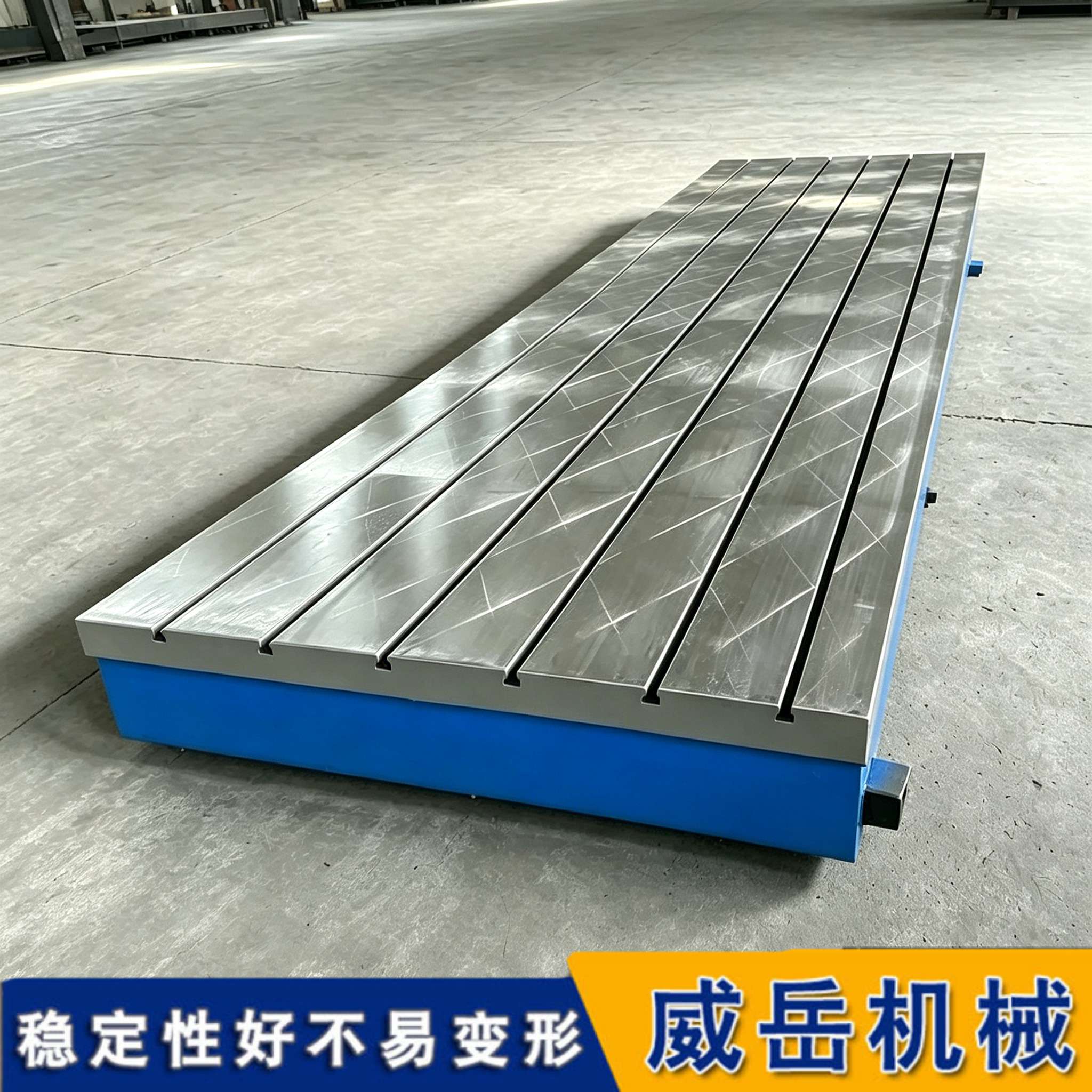
產品描述
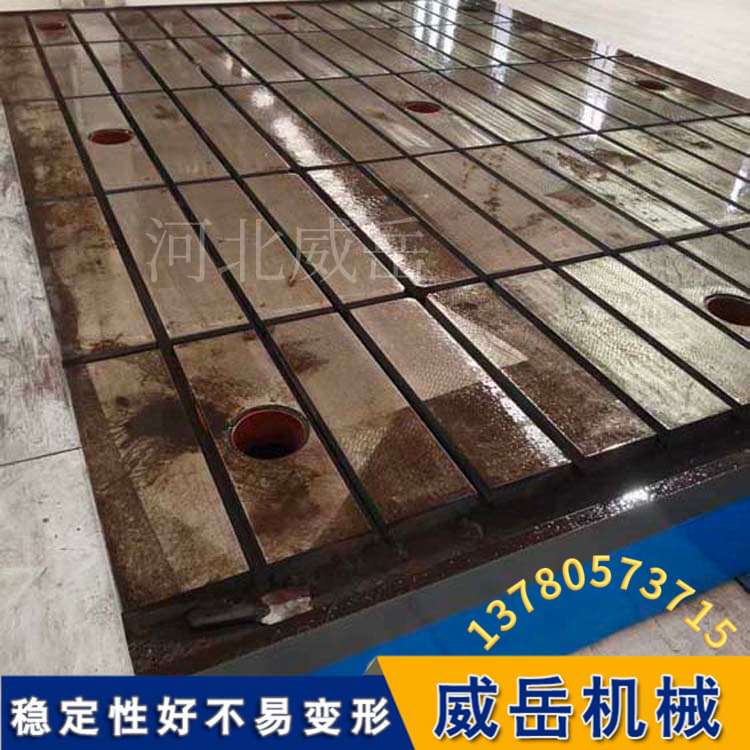
鑄鐵檢測平臺的安裝調試,核心是保證其長期穩定性。本質上就是通過精的確調平,消除內應力和外部干擾,確保工作面達到設計精度。這個過程主要分五步走:
安裝調試全流程
1. 安裝前準備:選好環境與工具
場地與環境:地面需平整堅固,承載力至少是平臺和工件總重的1.5倍,以防沉降。環境溫度好穩定在20±5℃,濕度≤65%,且要遠離振動源(如沖床、風機等)至少3-5米,避免陽光直射和空調直吹。
核心工具:精度0.02mm/m的框式水平儀(調平的關鍵)、調整墊鐵、扭矩扳手、清潔布和防銹油。如果平臺很大,還需要地腳螺栓和灌漿料。
2. 吊裝就位與墊鐵布置:打好基礎
墊鐵布置:這是均勻受力的關鍵。根據平臺大小,把調整墊鐵按“三角形”(小型平臺)或“等間距”(大型平臺,每1.2-1.5米一組)擺放好。墊鐵高度建議統一,便于后續調整。
吊裝就位:必的須使用平臺上的專用吊耳進行吊裝,嚴禁直接捆綁工作面,防止刮傷臺面。平臺輕輕落在預先放好的墊鐵上,初步對齊地腳螺栓孔。
3. 粗調水平:消除明顯傾斜
用水平尺或框式水平儀,在平臺縱向、橫向、對角線方向大致測量,通過調整墊鐵高度,讓平臺“不歪不斜”即可。
4. 精調水平(核心步驟):與毫厘較勁
這是決定終精度的關鍵,需反復“測量-調整-再測量”:
多點測量:把框式水平儀放在平臺工作面的四角、中的心以及你規劃的網格點上。大型平臺會用“電子水平儀+橋板法”按網格布點測量平面度。
微調墊鐵:根據讀數,微量(比如每次調整量不超過0.05mm)旋轉墊鐵螺栓,調整后靜置10-15分鐘,等應力釋放回彈后再復測。這個過程要反復進行,直到所有點位達標。
精度目標:調平后的目標通常為0級平臺平面度誤差≤0.02mm/m,水平偏差≤0.01mm/m。完成后,將水平儀原地旋轉180°復測,氣泡偏差應≤0.005mm/m,避免“假水平”。
5. 固定鎖緊與終驗收:鎖死穩定
對稱鎖緊:精度達標后,按對角線順序、分2-3次均勻擰緊螺母(扭矩扳手通常設40-80N·m),避免單點過緊導致平臺變形。大型平臺還需固定地腳螺栓。
二次灌漿:對于用地腳螺栓固定的平臺,固定后需要用無收縮微膨脹灌漿料把底座和基礎間的空隙填滿,養護至少24小時,使平臺與基礎成為一體。
靜置驗收:全部固定完成后,靜置24小時,再次檢測水平度,確認無漂移才可正式使用。
關鍵注意事項
環境溫度是“隱形殺和手”:鑄鐵對溫度敏感,嚴禁在溫度劇烈變化的環境下調平和安裝,否則熱脹冷縮會毀了所有精度。
使用中的禁和忌:禁止在平臺工作面上進行焊接、敲打等操作。放置工件必的須輕拿輕放,且不能超過額定載荷。用完記得清理干凈并涂防銹油。
定期校準:建議每6-12個月按國家標準對平臺精度進行復檢。
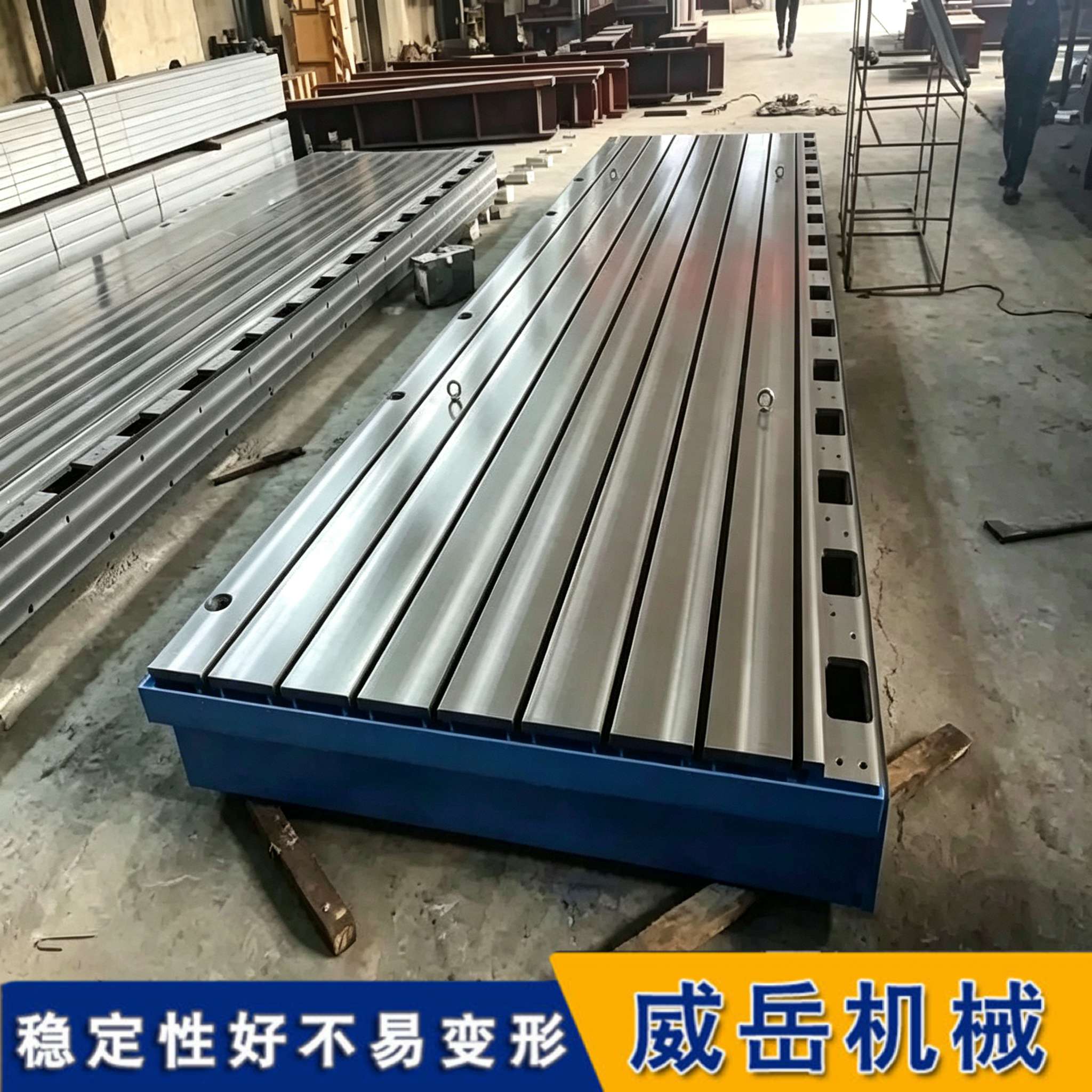
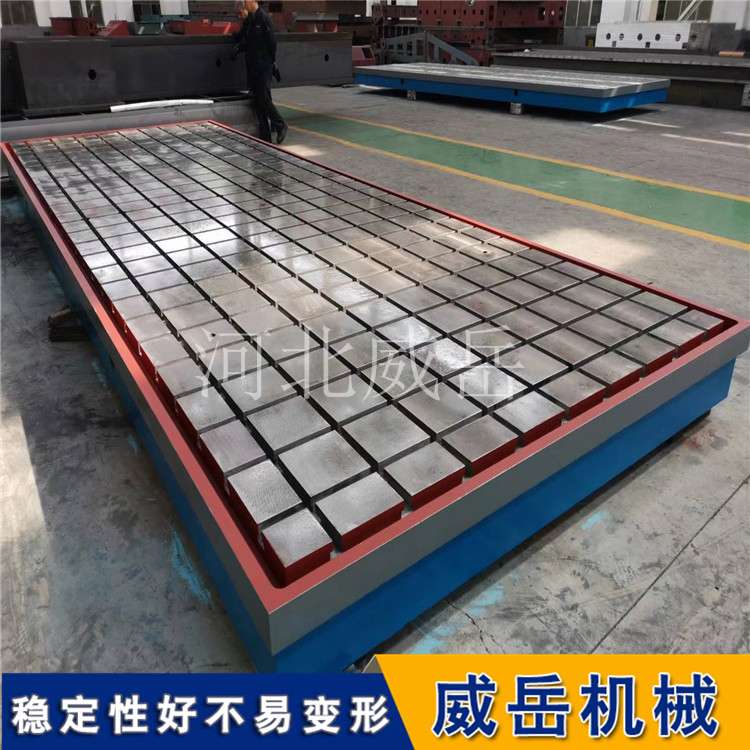
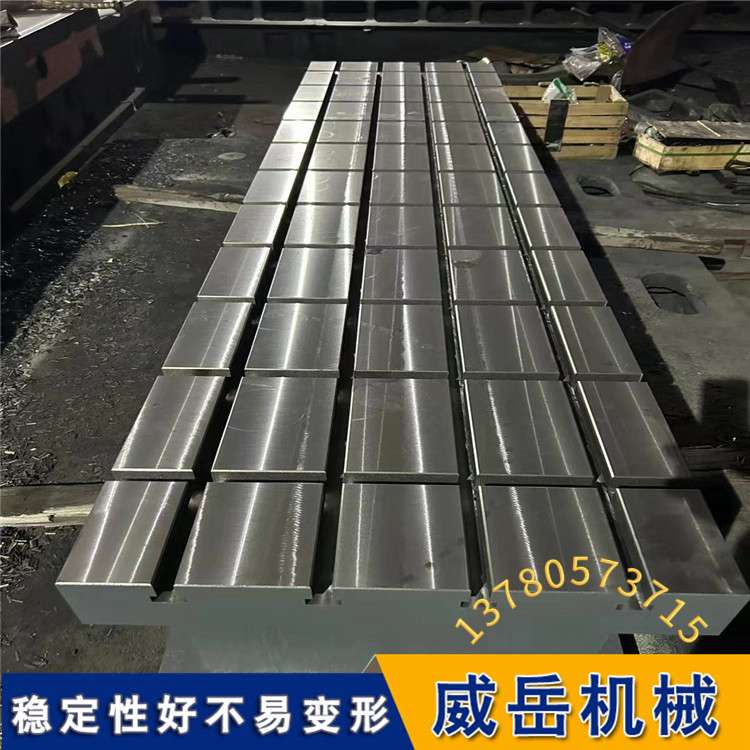
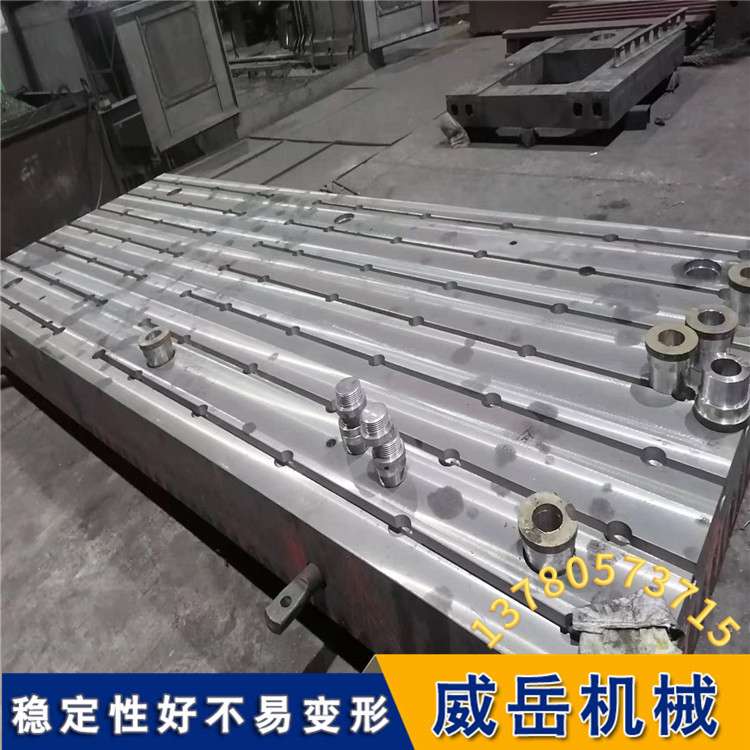
產品展示

 聯系人:
聯系人:
 電話:
電話:
 郵箱:
郵箱:
 地址:
地址: