公司名稱:河北威岳機械有限公司
生產地址:河北省滄州市
價格:8200
運費:賣家承擔
聯(lián)系人:張文娟
產品描述
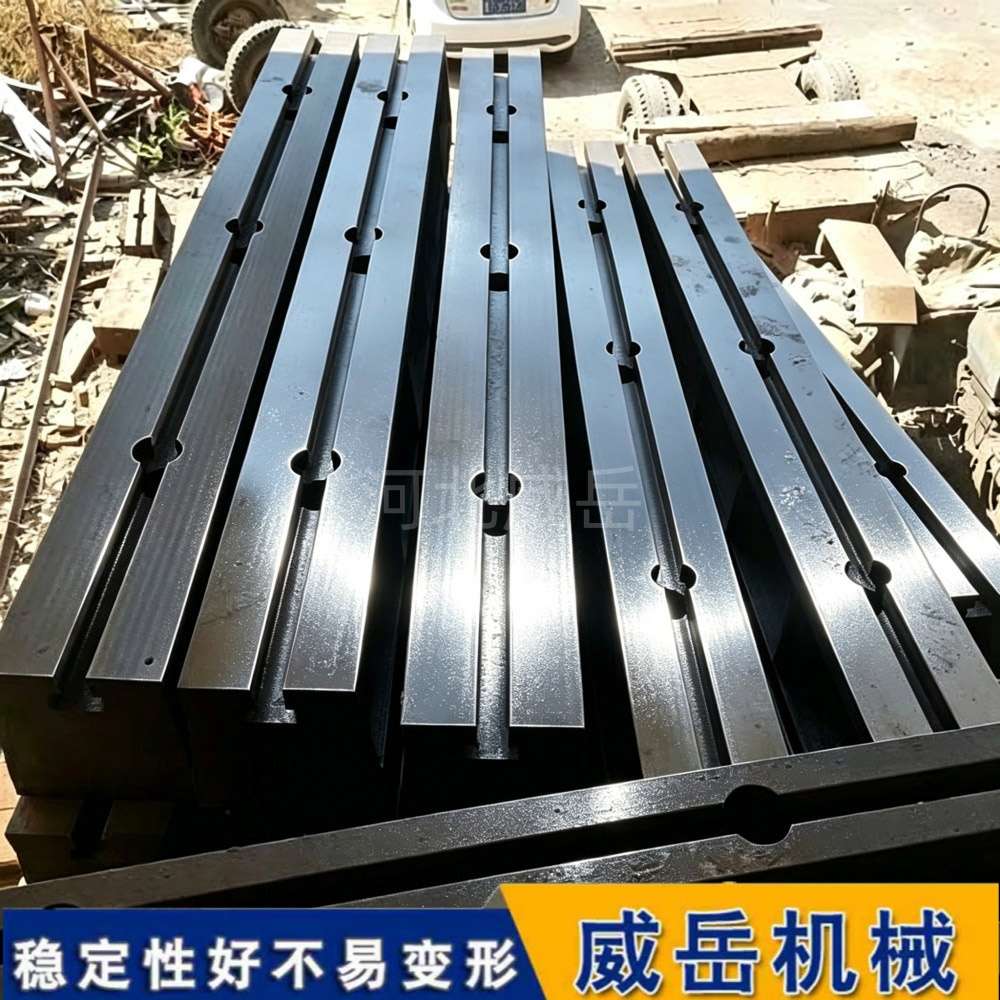
很多新手拿到鑄鐵試驗平臺,往地上一放、工件一擱就開工——這是典型的錯誤。精度再高的平臺,安裝調試不到位,跟廢鐵沒有區(qū)別。這篇實操指南,把關鍵的三招“調平、夾緊、穩(wěn)得住”一次講透。
一、調平是命根子
平臺不是“放”在地上用的,是“調”在地上用的。
準備工作:選遠離震源的場地,精的密測量好在20℃±2℃恒溫環(huán)境。備好框式水平儀(精度0.02mm/m以上)和調整墊鐵。
標準流程:
粗調:將平臺放于墊鐵上,初步調到大致水平,確保每個支撐點都實實在在受力。
精調:水平儀放平臺中央,先調縱向,再調橫向。縱橫交替調整3-5遍——調完縱向橫向偏了很正常,反復來,直到兩個方向氣泡都穩(wěn)居中央。
復核:在平臺四角和中的心共五個位置分別檢測,某角偏差大就微調該處墊鐵。
鎖緊:調平完成后鎖死所有防松螺母。
關鍵口訣:“先粗后精,上午調下午驗,溫差大了重來。”早晚溫差5℃,水平就可能跑偏。年度校驗至少一次,精的密場合半年一檢。
二、夾緊是技術活
T型槽配壓板、螺栓夾緊工件,新手容易犯兩個錯:夾不緊或夾過頭。
標準五步法:
對稱布點:壓板對角成對布置,像擰輪胎螺絲一樣對稱發(fā)力。
墊塊等高:墊塊高度與工件被壓位置基本一致,否則壓板傾斜會產生橫向分力推走工件。
保護工作面:壓板與平臺接觸點必的須墊銅皮或橡膠墊,嚴禁硬碰硬劃傷精度面。
分次加力:絕的對禁止一次擰死。先輕帶上所有螺母,再按對角順序分2-3輪逐步加力,每輪只加一部分力矩。
防松確認:生產前用扭力扳手復核力矩一致性。關鍵工序加裝雙螺母或防松膠,生產過程中每3-5件巡檢一次螺母是否松動。
力矩參考(M16螺栓) :鋁件30-50N·m,普通鋼60-80N·m,鑄鐵80-100N·m。沒有扭力扳手時,扳手擰到明顯阻力后再少擰四分之一圈就對了——寧可偏松,別往死里擰。
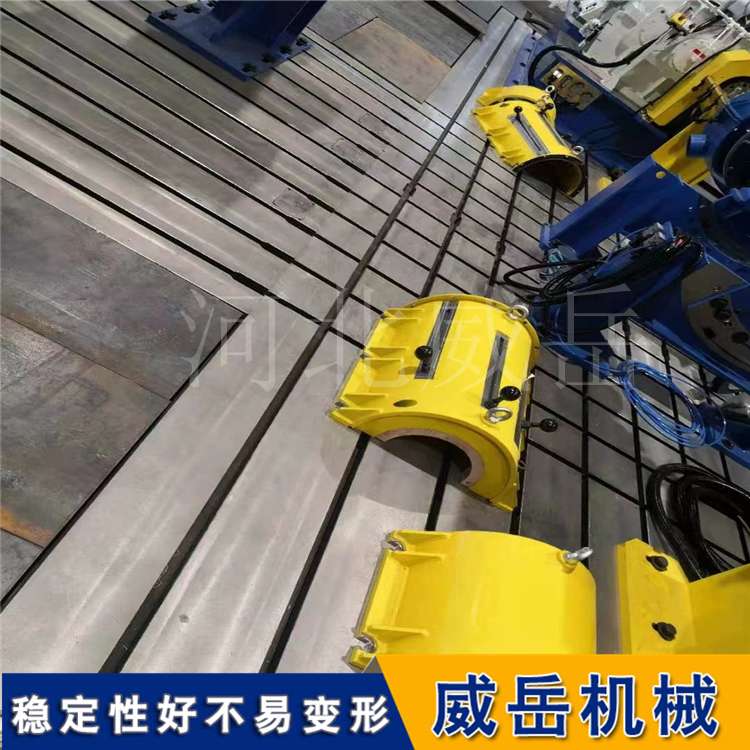
三、穩(wěn)得住是境界
調平、夾緊只是開始,長期“穩(wěn)得住”才是高手和新手的真正差距。
輕吊輕放:大型工件嚴禁砸到平臺上。吊至平臺上方50-100mm時,先墊木方緩沖,再緩慢就位。沖擊載荷輕則壓出凹坑,重則直接變形報廢。
溫度避讓:鑄鐵熱膨脹系數(shù)約10×10??/℃,一米長平臺溫差10℃就脹縮0.1mm。熱工件必的須冷卻到室溫再上臺檢測,平臺工作面嚴禁陽光直射和熱源烘烤,連熱水杯都不能往上放——局部熱變形比整體溫升更可怕。
防銹第的一:鑄鐵工作面易生銹,生銹后精度蕩然無存。每天使用前用精的密清洗劑擦拭去灰除汗;使用中避免液體倒在臺面上;下班前必的須薄涂防銹油,長期不用要涂厚油加防塵罩。
定期校驗:每年至少委托有資質的計量機構檢定平面度一次,使用頻繁的半年一檢,超差及時返修刮研。
附:每日自檢清單
每次使用前,快速過一遍這六項:平臺水平氣泡居中(縱橫雙向)?工作面有無鐵屑沙粒?T型槽是否吹掃干凈?壓板是否對稱、墊塊是否等高?防松措施是否到位?工件是否已冷卻至室溫?
連續(xù)生產中,每8小時至少復核一次水平和夾緊力。
調平是根,夾緊是技,穩(wěn)得住是道。新手把這三件事做到位,告別盲目操作,一塊鑄鐵試驗平臺足以裝一回管你用上幾十年——不聲不響,撐起萬千精度。
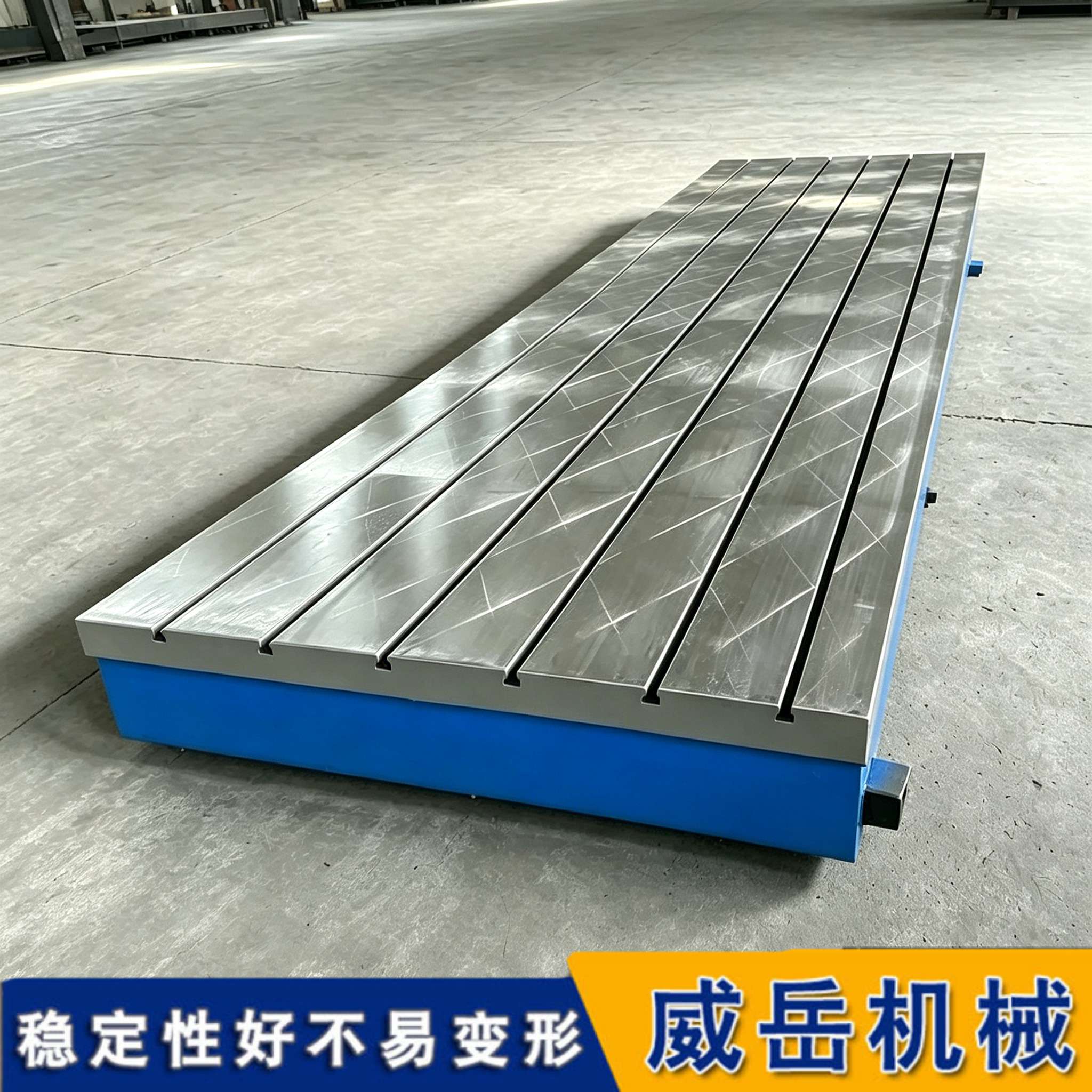
產品展示



 聯(lián)系人:
聯(lián)系人:
 電話:
電話:
 郵箱:
郵箱:
 地址:
地址: